方业塑料认证齐全,质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006
方业塑料认证齐全,质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006

联系方式:王女士 18231696006
联系方式:郭先生 13803167875
网 址:www.lffysjcj.com
邮 箱:78039244@qq.com
地 址:文安县兴隆宫镇大郭庄村
在挤出机料斗里面加入粉料或者颗粒料和丁酯,旧料,钙粉,用高速搅拌桶进行不断的搅拌均匀。将搅拌均匀的塑料原材料,用挤出机高挤出压力从多孔机头或金属网挤出。通常是把材料放入料斗以后,用螺杆挤出材料。在使用变频器调速技术以后,可对压力进行控制,从而可以选择合适的线性速度。
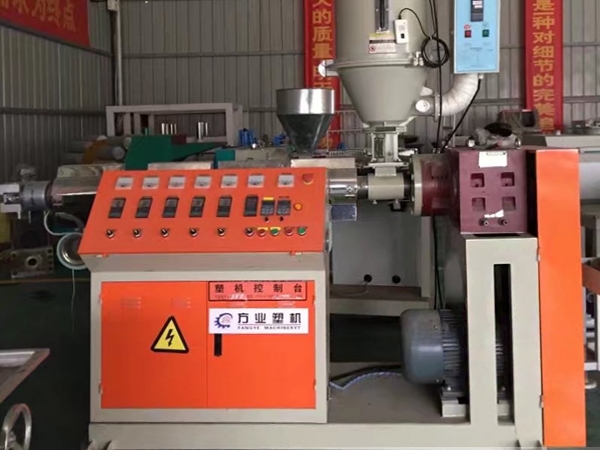
挤出成型是使高聚物熔体在挤出机螺杆的挤压作用下通过一定形状的口模而连续成型,所得制品为具有恒定断面形状的连续型材。挤出成型设备有螺杆式挤出机和柱塞式挤出机两大类,前者为连续式挤出,后者为间歇式挤出。螺杆式挤出机又可分为单螺杆挤出机、双螺杆挤出机、排气式挤出机和多螺杆挤出机等,其中单螺杆挤出机是目前生产中用得更多,也是更基本的挤出机。双螺杆挤出机近年来发展很快,其应用也逐渐广泛。
塑料挤出机按照喂料方式分类的话可以分为冷喂料塑料挤出机和热喂料塑料挤出机两种。这两种塑料挤出机的区别在于设备的喂料系统是否是强制喂料系统。安装操作时要注意调整挤出机头的中心线垂直和水平与牵引|辊中心不得歪斜偏离。

冷喂料塑料挤出机的喂料口带有强制喂料辊,在设备温度升到我们需要的温度的时候可以在塑料挤出机的喂料口内进行喂料了。原料通过强制喂料口施行填鸭式喂胶使挤出机的螺筒压力保持在恒定的状态,尤其是挤出机模头的压力恒定以后在挤出的时候均匀稳定,产品大小尺寸统一。
而对于热喂料塑料挤出机的喂料系统则是直接由螺杆的带动来进行喂料,这种方式造价便宜节约成本,但是对于用于挤出成型用的挤出机来说这种方式的塑料挤出机是非常不适合挤出成品。
塑料挤出机在启动加温的工序上都是将几个段位的温度同时打开开始加温,当然这种方法也是比较常用的,但这样往往会在螺杆的温度到达一定的指标后, 模头的温度还没有达到模头这块的钢铁比较厚,面积比较大),因此大家在这种情况下一般是对螺杆进行保温,然后等模头的温度慢慢升到设定温度后才开始开机操作,这样的做法是首电的。
塑料挤出机厂家的技术和服务
确定了适合自己的挤出设备后,去考察相应的挤出机厂家和挤出机价格。主要是考察厂家规模,生产实力,和使用设备的客户的口碑等。不要怕路途远,买设备关键是买对性价比好的器,有强有力的技术和售后,这样才无后顾之忧,如果只买便宜的或者就近的设备,设备的性能和产品质量不稳定,所耗的时间、人力、人民币远远超过开始的设备投资。